科普 可熔性聚四氟乙烯(PFA)的加工
PFA的英文名称为:Polyfluoroalkoxy,中文名称为:四氟乙烯—全氟烷氧基乙烯基醚共聚物 (又称:过氟烷基化物,可溶性聚四氟乙烯) 。PFA树脂相对来说是比较新的可熔融加工的氟塑料,PFA 、FEP、PTFE 的化学性能相似,但FEP只能在200度以下使用,PTFE不能注塑。
聚四氟乙烯(PTFE),俗称“塑料王”,具有卓越的耐化学品性、耐高温性、低介电常数、不燃性、耐候性、低摩擦系数、不粘和自润滑性等特点,但PTFE熔融后难以流动,只能采用烧结方式成型,限制了加工手段和制品设计灵活性。采用少量全氟烷基乙烯基醚(PAVE)与TFE共聚生成的PFA,几乎完全保留了PTFE的优良物性,具有和PTFE相似的耐化学品性能和长期工作时候的温度等,同时又拥有非常良好的熔融加工性能,使制品具备极低的表面粗糙度等优点,拓展了PTFE的应用潜力。
PFA除了能采用挤出和模压工艺外,还能够使用注射、传递模、滚塑、浸涂、喷涂等加工工艺,可以制成线缆、管、片、膜、涂层及其他复杂形状的制品,用途几乎涵盖PTFE所涉领域。
PFA树脂产品主要有乳液、粉料、粒料等形态,目前国内的产品主要以粒料为主,如巨化氟聚合物事业部已形成2kt/a的PFA粒料产能。PFA的熔点在290~312℃,熔指在0.8-30g/10min范围内,成型温度在350~410℃之间,模压成型、挤出成型、注射成型等常规工艺均可用于PFA树脂加工,不同批号产品的应用范围如下表(表1.1)所示。
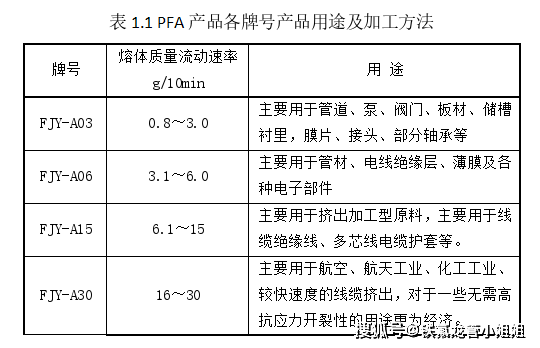
当PFA产品的熔指在0.8~3.0g/10min范围内时,分子量比较高,粘度大,不容易流动,一般适用于使用模压成型的方式进行加工。模压成型温度为330~380℃,压力5.0~14.0MPa,在成型温度下保持20~30min,然后在压力下缓慢冷却熔体至200~240℃方可脱模。在设计模具的时候应考虑到PFA熔体粘度高、临界剪切速率低和成型温度高的特点。

当PFA产品的熔指大于3.0g/10min时,能够使用挤出成型的方式来进行加工,主要生产管材、线缆绝缘层、薄膜等。用于PFA挤出成型的螺杆长径比一般为20:1,挤出温度通常控制在330~425℃,转速设置为3~50r/min。由于PFA产品的熔体粘度较高,在挤出成型时有较高的拉伸比,可以快速得到光滑的挤出物。
PFA挤出成型的工艺和设备可以与聚全氟乙丙烯(FEP)的工艺和设备通用,但成型温度需要进一步提高。PFA也存在发生熔体破裂的临界剪切速率,高速挤出型PFA的临界剪切速率为50s-1,低速挤出或模压型型PFA的临界剪切速率为3s-1。PFA的熔体强度大,比FEP的熔体伸长率大,在成型细管和单丝时可采用更大的拉伸比。
当PFA产品的熔指在16~30g/10min范围内,且需要生产各种复杂形状的航空、航天工业、电子电气工业零件,医学、化学试验器具等时,可用PFA以普通的螺杆注塑机来加工成型。常用塑化能力较强的螺杆挤出机,其混炼物料均匀、滞料少,对模具传递应力快,但是与PFA熔融树脂接触的螺杆、机筒和模具等均需要用耐腐蚀的不锈钢制作,并使用大口径的注入口、流道和浇注口,并且流道要尽可能短、无任何障碍和尖锐的拐角,最好是能与浇口混成一体的圆形流道,模腔内所有的角和交叉点也都是圆的或流线型的,使熔融树脂呈流线型流动。采取这些措施,并控制好熔融物的温度,可避免成型物表面或内部产生熔体破裂的现象。

PFA的其他成型方法还有传递成型、粉末涂层、分散液浸渍成型、吹塑成型和真空成型等,与FEP的成型方法类似。
上一篇:聚四氟乙烯(铁氟龙)真实的工作温度
下一篇:聚四氟乙烯板耐高低温温度介绍
相关新闻
- 飞碟牌奥驰V3国六41米厢式运送车2023-09-22
- 什么是系统门窗?和普通断桥铝门窗的区别在哪?2023-09-24
- 舒适自动档 福田奥铃玉兔国六冷藏车评测之综测篇2023-09-24
- 专家谈体育馆屋顶堆放珍珠岩致坍塌:此类材料存放应避免受潮2023-09-28
- 震怒!黑龙江体育馆坍塌致死10人网友:珍珠岩能压塔房屋?如何追究背后的根源和法律责任?2023-09-29
- 断桥铝窗户厚度是多少怎么选购断桥铝门窗2023-10-12
- 断桥铝门窗一般多厚2023-10-12
- 断桥铝厚度一般是多少2023-10-12
相关产品


